






Gondor industrial reverse osmosis system integrates cutting-edge water purification technology, and provides excellent effluent quality with ultra-high filtration accuracy of 0.0001 micron and purification efficiency of 99.9%. The system can effectively filter out dissolved salts, heavy metals, bacteria, viruses and organic pollutants, and ensure that the purity of produced water always reaches the highest standard.
The equipment integrates high-quality reverse osmosis membrane, high-pressure pump and multi-stage pretreatment system, with stable structure and lasting and reliable operation. Gondor RO system can provide stable and efficient water quality solutions to meet the purification needs of various application scenarios, whether in industrial processes, commercial places or household drinking water treatment.
| Model | Design capacity | Overall dimensions | Voltage | Power | Recovery rate | Desalination rate | Inlet water flow | Ambient temperature | Inlet water temperature |
| GD-500 | 500L/h | 1450*500*1730mm | 220V | 2.25kw | 45-55% | ≥98% | ≥2m³/h | 5-45℃ | 5-35℃ |
| GD-1000 | 1000L/h | 1600*600*1750mm | 380v | 2.55kw | |||||
| GD-2000 | 2000L/h | 1800*800*1900mm | 380v | 2.95kw | |||||
| GD-3000 | 3000L/h | 2600*750*1600mm | 380v | 5.8kw | |||||
| GD-4000 | 4000L/h | 1200*800*1700mm | 380v | 7.8kw | |||||
| GD-5000 | 5000L/h | 1200*800*1900mm | 380v | 7.9kw |
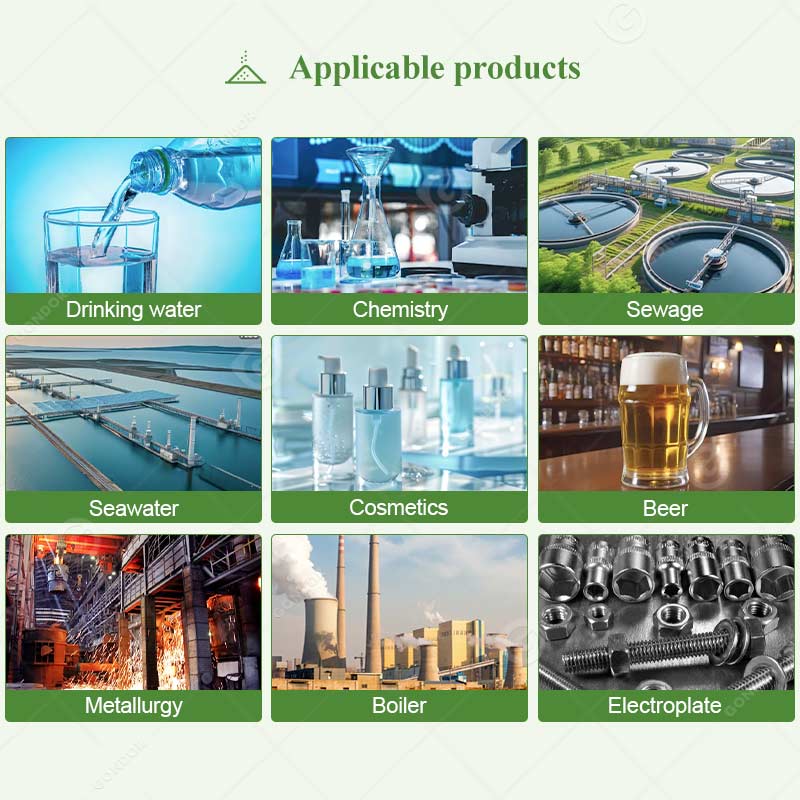
Uses in Various Industries
Industrial ro water filter system is widely used in many industries and fields:




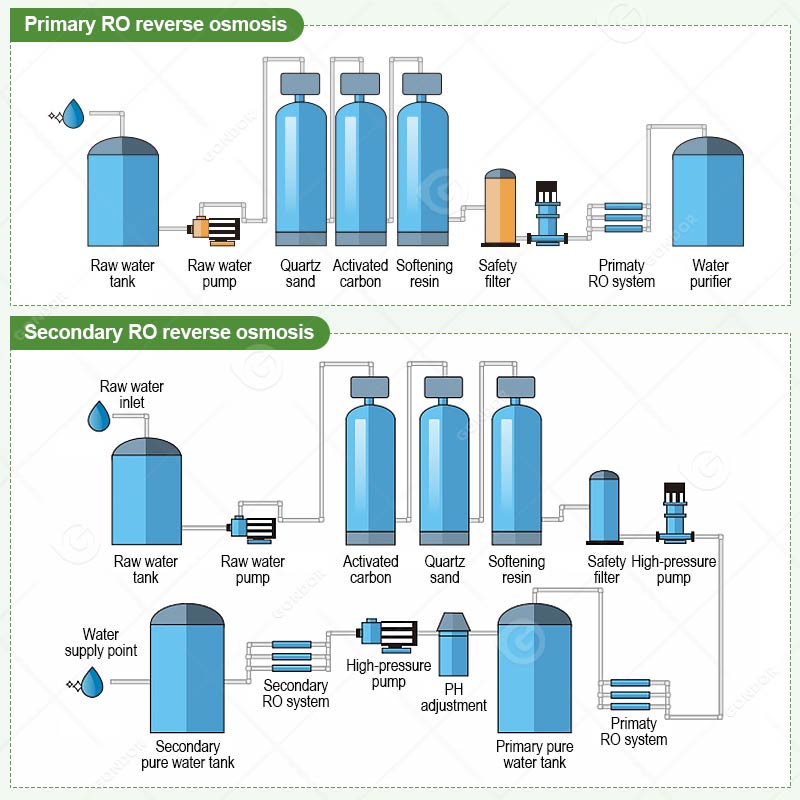
Working Principle of Gondor Industrial RO Water Purifier
Osmotic pressure is the foundation of the reverse osmosis process. Water molecules are driven through a semi-permeable membrane with a hole size of only 0.0001 microns by providing pressure higher than the natural osmotic pressure. Only clean water molecules and dissolved oxygen may flow via this process, dangerous impurities including salts, minerals, viruses, and heavy metals are rejected.
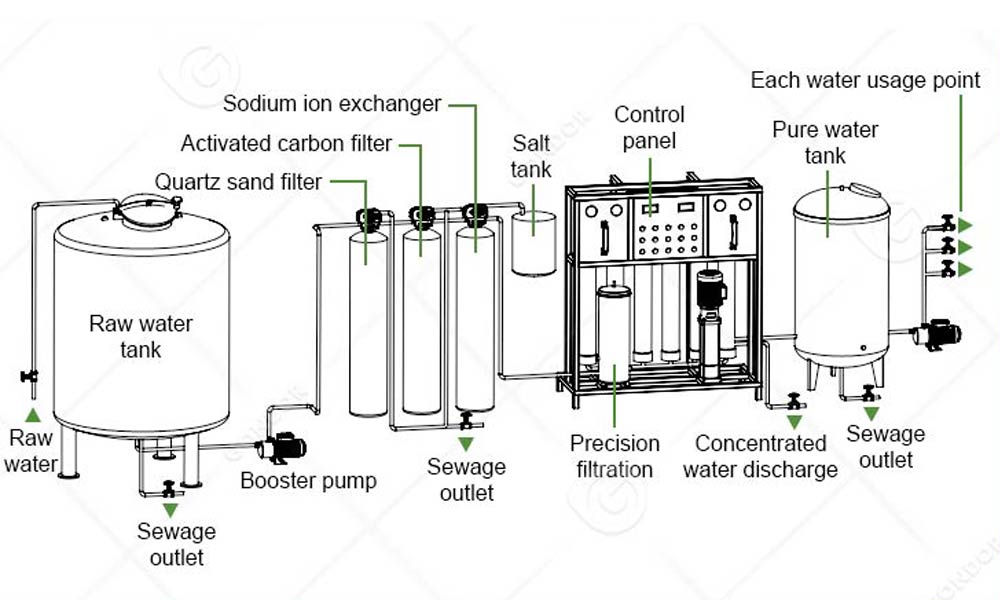
Key components of industrial ro water filter system include:
- Precision Pretreatment Filter: Removes sediment, rust and particulate matter, and protects RO membrane.
- High-Pressure Pump: Provides necessary driving force to ensure stable water flow and sufficient water production.
- RO Membrane: Industrial ultra-precision membrane with tiny pore size and excellent purification effect.
- PLC Control Panel: Intelligent monitoring and automatic control, simple and intuitive operation.



Unique Performance Features of the Industrial Reverse Osmosis System
99.9% nano-scale purification, efficient removal of bacteria, viruses, heavy metals and other pollutants.
Its specialized design prevents scale and blockage for extended durability and consistent performance.
Select high-quality pumps and corrosion-resistant materials to ensure long-term and reliable operation.
Continuously meet the international drinking water and industrial water standards.
Realize self-start and stop and flushing under water shortage, full water and water demand.
Automatic washing procedures prolong the life of RO membrane and improve the use efficiency.
0.0001 micron RO membrane is adopted to accurately intercept impurities at the molecular level to ensure the ultimate purity.
Quick-insert filter element design can be quickly replaced without tools, significantly reducing maintenance time and cost.
Compared with traditional water treatment methods, RO equipment has lower energy consumption, environmental protection and economy.
Why Choose Our Industrial Ro Water Purifier?
Choosing a suitable water purification system is very important for health, commerce and industry. Our industrial reverse osmosis system not only meets the demand, but also exceeds the expectation, because it combines:
- Advanced technology
- Reliable after-sales service
- Strict global quality standards
- Flexible design for multi-industry
Expand Your Water Treatment Solutions
Our industrial ro water filter systemt can be used together with other professional equipment, such as:
- UF Ultrafiltration System: Improve water clarity while retaining minerals.
- Liquid Filling Line: efficient filling of pure water after treatment.
- Ultraviolet Sterilizer:Provides additional disinfection protection.
In today’s society, the purity of water is directly related to the quality of life and business success. Industrial reverse osmosis system is the ultimate guardian. From domestic drinking water to industrial production, from food processing to electronic manufacturing, it always ensures 99.9% purity, reliability and sustainability. Contact us immediately to learn how to customize advanced water treatment system according to your specific needs and explore other related equipment.



